Rush orders, a bullwhip effect, cancellations, bottlenecks or fluctuations in supply and demand constantly pose new challenges for manufacturing companies by disrupting the smooth flow of goods. Some companies therefore switch to firefighting mode to minimize the worst effects. A return to normal is then usually only possible with difficulty.
EPEI (Every part every interval) - also known as Heijunka - offers a way out of this misery. With this production method, smoothed production can be achieved by leveling out fluctuations in capacity requirements, inventory and quantities.
What's behind it
According to EPEI, certain products should be produced again and again at regular intervals in order to map a constant cycle in production. Thus, the principle describes a period of time within which all required products are produced. For this purpose, the demand is evenly distributed over a time period. The time period is called an interval, which is often defined in days, hours or minutes.
Once smoothed production is realized, all the buffers in capacity, inventory, and operating supplies that were originally required to meet the production and demand peaks can be reduced. The EPEI methodology is a precursor to one-piece flow and leads to high efficiency in production.

The CONSILIO EPEI solution is a holistic approach to optimizing setup times, batch sizes and capacity utilization. It can be used to significantly increase efficiency and cost-effectiveness in production.
What does that look like in practice?
Calmed production can be achieved on the one hand via a model mix that achieves leveling and smoothing in a mixed production environment. In doing so, the EPEI principle increases efficiency in production by avoiding waiting times. Reason: Buffers to cushion discontinuities, which are necessary to react to fluctuations in production and demand, are significantly reduced. The other adjusting screw is the time interval of production. It is influenced to a large extent by the batch size. This means that the larger the lot, the larger the interval, which is why EPEI is also a key figure for the flexibility of a production line, because the ultimate goal is high flexibility and thus a small time interval. The methodology of EPEI can thus be seen as a tool to achieve the smallest possible lot size, the smaller the EPEI, the lower the lead times.
The advantages of the EPEI method:
- Short lead times
- Fast service of customer requirements
- Steady production
- Small batch sizes
- Constant inventory with variant mix
- Cost reduction
This is what the CONSILIO solution does
EPEI basic idea was taken over by CONSILIO into a sequencing heuristic, which is transparent and comprehensible. That is, the scheduling result should not be based on any complicated optimization, but should be able to be influenced by simple configuration according to the LEAN view. This makes it easy for the planner to understand why a certain scheduling sequence was implemented.
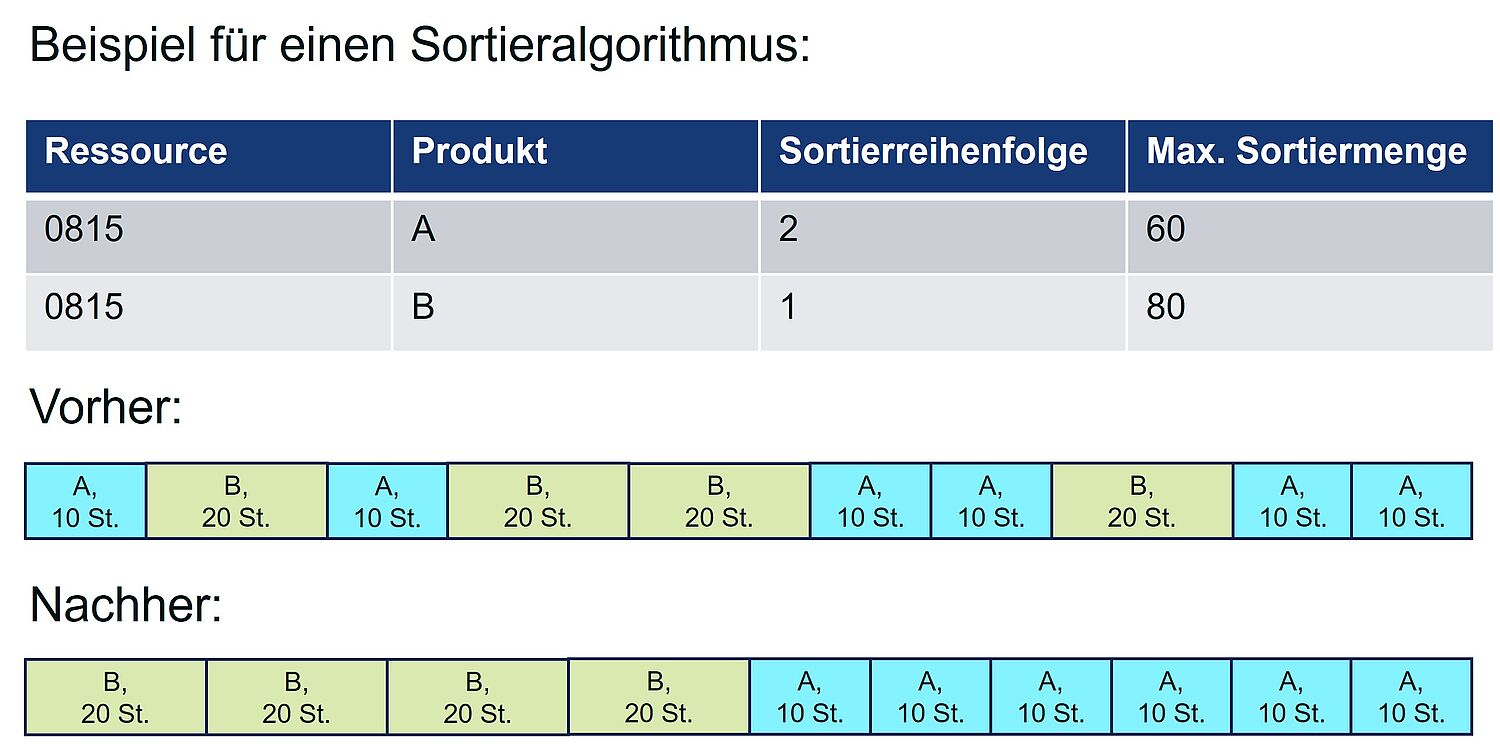
Planners can define the relevant EPEI parameters for scheduling via a control table:
- Resource
- Product
- Sorting order
- Maximum sorting quantity
- Maximum stock level or inventory range
The goal of these settings is to define for a resource which products are produced in which order until a maximum production quantity is reached in each case.
Basically, setup improvement or optimization is not a primary goal of a Heijunka algorithm. Since the realized leveling heuristic schedules orders of a product (or a product group) on a resource one after the other (up to the stored maximum quantity), an improvement of the setup time and costs can also be achieved via this heuristic.
The leveling heuristic is located in the customer namespace and can therefore be adapted and extended at any time. Thus, extensions such as the consideration of range calculations alternatively or additionally to the maximum sorting quantity have already been realized with this technology.
Example from the automotive sector
This simple sorting algorithm cannot be achieved with SAP standard board means, therefore CONSILIO, according to requirements of the globally active automotive supplier Brose (customer), created the described heuristic. The leveling heuristic is completely embedded in the standard SAP heuristic framework, therefore it can be used in all transactions (detailed planning board, resource planning board, product planning board, etc.) that support the planning object resource.